

Pipe fittings are piping component that helps in changing the direction of the flow such as elbows, tees; changes the size of the pipe such as reducers, reducing tees; connect different components such as couplings and stop the flows such as caps, fittings.
As one of the biggest manufacturer of steel pipes and pipe fittings manufacturer in India, Metallica carries inventory of over 15,000 tons in its warehouses in Mumbai, Maharashtra India.
Pipe Fittings Manufacturing Process
Pipe fittings are manufactured from Seamless Pipe and from Welded Pipe with filler material. Large diameter fittings are manufactured from plate. Various methods used are: –
Butt-Welding Manufacturing Processes

Elbow Manufacturing Process
a. Mandrel Method/Hot Forming Method
- One of the most common manufacturing methods for manufacturing Elbows from pipes.
- After heating the raw material, it is pushed over a die called “mandrel” which allows the pipe to expand and bend simultaneously. Applicable to a wide size range.
- Characteristics of mandrel bending strongly depend on the integrated shape and dimensions of the mandrel.
- Elbows manufactured by using hot mandrel bending have advantages of small thickness deviation and shorter bending radius than those of any other bending method type.
b. Extrusion Method/Cold Forming Method
- In the cold extrusion method, a pipe with the same diameter as a finished product is pushed through a die and formed into its desired shape. Usually applied to stainless steel small to medium sizes elbows.
c. “UO” Method (Welding)
- In this method the plate is cut out into a specially designed shape, it is formed first into a U-shape using a die and then into an O-shape or tubular form using another die, that is why this method is known as UO method. Once the fittings formed in tumbler shaped it is welded from inside and outside of the closing seam. A cut plate is 1st from in U shape and then in O shape
d. Hot Forming Die Bending Method
- In this method the pipe is been inspected before any process. Then after cutting out pipe into specified length, it goes under elliptical forming using a die shown in the picture. For producing a specified radius for elbow, it bends in another die. In the next step the elbow goes under heat treatment. In the end shot blasting, cleaning, beveling and coating are done respectively to finalize the product.
Tee Manufacturing Process
a. Hydraulic Bulge Method (Cold Forming)
- Cut piece of Pipe is placed in hydraulic die and liquid is fill inside the pipe, Hydraulic pressure pushes out the branch, in the fixed opening in the die.
- This method gives the good surface finish. However, higher thickness Tee cannot be manufactured by this method.
b. “Monaka” Method
- This manufacturing method is similar to Elbows, using steel plates as the raw material.
- In this method two pieces of raw material plates cut out symmetrically and are press-formed and welded together.
c. Hot Extrusion Method
- Tee with large diameters, heavy wall thickness and/or special material with challenging workability that cannot be manufactured using the hydraulic bulge method are manufactured using hot Extrusion Method.
- In Hot Extrusion Method, normally bigger diameter pipe is used than the finished product size, the branch outlet is extruded from the pipe with help of extrusion tool.
- Other dimensions of body and branch can also be adjusted by pressing the die if required.
Reducer Manufacturing Process
a. Outer Die Method
- One of the most common method for manufacturing Reducers is using an outer die.
- The pipe is cut and pressed in the outer die; compressing the one end of the pipe into a smaller size. This method is useful for manufacturing of small to medium size of reducers.
b. Plate Forming Method
- Plates can also be used to manufacture Reducers.
- In an UO method, plate is cut in a specially designed shape which is formed into a U-shape and an O-shape respectively, then finished with a single weld seam.
Cap Manufacturing Process
a. Deep Drawing Method
- CAPs are manufactured by Deep Drawing method. In this method, Plate is cut out in a circle and formed by deep drawing die.
Stub End Manufacturing Process
a. Flaring Method
- Stub Ends or Lap Joints Flange are manufactured by flaring method. Pipe end is a flare or spared out to form flange face. Stub ends are also manufactured by forging in which forge block are machined to final dimension.
Forged Fittings Manufacturing Processes

Open-Die Forging
Open die forging is the process of deforming a piece of metal between multiple dies that do not completely enclose the material. The metal is altered as the dies “hammer” or “stamp” the material through a series of movements until the desired shape is achieved. Products formed through open forging often need secondary machining and refining to achieve the tolerances required for the finished specifications. Open die forging is often used for short run forgings of parts that are simple, rather than complex, in design, such as discs, rings, sleeves, cylinders and shafts. Custom shapes can also be produced with open die forging. The repeated working of the material through the deformation process increases the strength of the grain structure. Some additional benefits of open die forging include improved fatigue resistance and strength.
Closed-Die Forging
Closed die forging (also referred to as impression die forging) is a metal deformation process that uses pressure to compress a piece of metal to fill an enclosed die impression. In some closed die forging processes, a succession of impression dies is used to modify the shape of the material into the final desired shape and form. The type of material, tightness of tolerances, and need for heat treatment can determine the number of passes the product requires through the dies.
Advantages and Disadvantages of Open Die Forging and Closed Die Forging
| Open Die Forging | Closed Die Forging |
| Advantages | |
| Better fatigue resistance and improved microstructure | The internal grain structure formation increases the tightness and strength of the products |
| Continuous grain flow and finer grain size | Economic for large runs of products |
| Valuable cost of savings | Dimensions of tighter tolerances and net shapes can be achieved |
| Less material waste | No material limitation |
| Increased strength and longer part life | Better surface finish |
| Reduced chance of voids | Less or no matching required |
| Disadvantages | |
| It is not capable of forming close tolerance and higher precision parts | It is not very economical for short runs due to high cost of die production |
| Machining is often required to achieve accuracies and the desired features | Closed die forging presents a dangerous working environment |
| The setup cost is very high as the machines and furnaces are costly | |
| Special building provisions must be in place to cope with the powerful vibrations | |
Click Here to View the List of Top Pipe Fittings Manufacturers in India and worldwide.
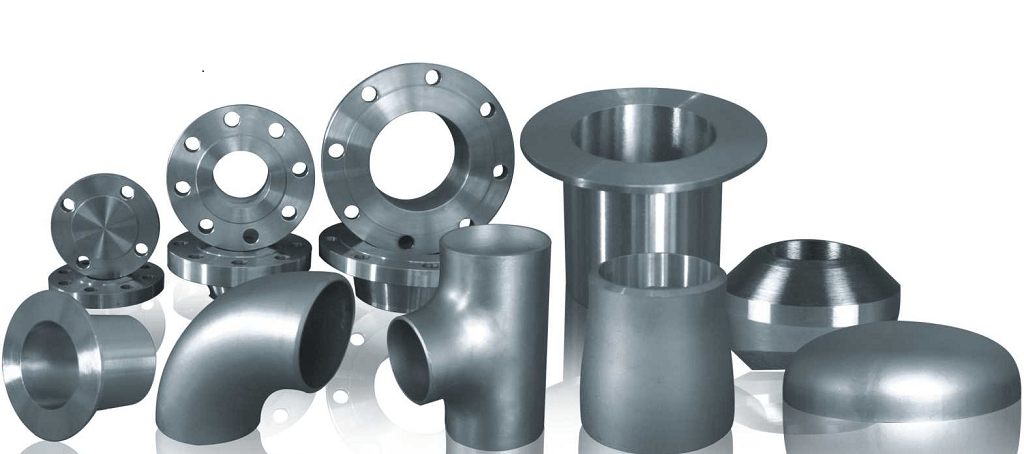
Types of Pipe Fittings

Fittings are divided into the following 4 groups:
- Buttweld (BW) fittings whose dimensions, dimensional tolerances et cetera is defined in the ASME B16.9 standards. Light-weight corrosion resistant fittings are made to MSS SP43.
- Socket Weld (SW) fittings Class 3000, 6000, 9000 are defined in the ASME B16.11 standards.
- Threaded (THD), screwed fittings Class 2000, 3000, 6000 are defined in the ASME B16.11 standards.
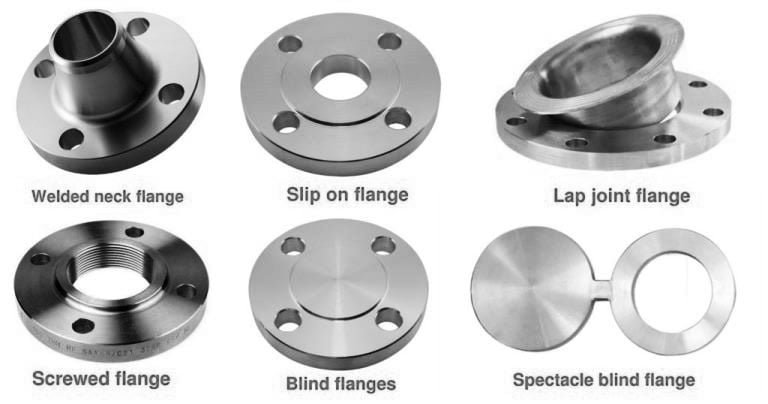
- Flanges manufactured in compliance with ASME, DIN, and EN standards
- Double Ferrule Compression Fittings
- Instrumentation Tube Fittings
Metallica is a specialist manufacturer and supplier of various types of pipe fittings in India such as butt-welding pipe fittings (both weld and no weld), socket welding and threaded pipe fittings, and flanged pipe fittings. We are a professional manufacturer of stainless steel pipes, carbon steel pipes and alloy steel pipes, seamless butt-welding pipe fittings, forged fittings and flanges. We have the CE PED & ISO etc. certificates.
One of the Largest Manufacturer, and Supplier of Pipe, Pipe Fittings, Flanges and Fasteners in India – If you are interested in purchasing high quality pipe fittings, please contact us now for prices and product details. Email Us on info@metallicametals.com | Call Us On +918928722715.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}