

What is Galvanizing? Features of Galvanized Steels
Steels, galvanized steels and aluminum alloys are industrially important metals that are produced in large quantities. Of these materials the corrosion protection of steel is most challenging, even if iron is nobler than zinc or aluminum. To prevent steel parts from rusting there are two options:
- Switch to a metal that will not corrode when exposed to water
- Coat the steel with a physical barrier to prevent water from reacting with the iron
As with most decisions in manufacturing, both of these options are primarily evaluated in terms of cost. Galvanization or galvanizing is the process of applying a protective zinc coating to steel or iron, to prevent rusting. The most common method is hot-dip galvanizing, in which the parts are submerged in a bath of molten zinc.
The zinc coating of hot-dipped galvanized steel will last in the harshest soil is 35 to 50 years and in less corrosive soil 75 years or more. Although humidity affects corrosion, temperature itself has less of an impact. Galvanized zinc coatings respond well in extreme cold and hot temperatures. The strength of steel or galvanized steel depends on what is added during the manufacturing process. The main difference between the two is that galvanized steel has a protective coating that keeps steel from rusting.
Galvanic protection, also known as cathodic protection, protects the underlying steel substrate by corroding preferentially, thus sacrificing itself in the process. This type of protection is especially useful for situations where the protected steel may become exposed due to scratches, cuts, dents or coating damage. Because zinc is a highly reactive and electronegative metal, it will assume the role of the anode, therefore corroding first in the event that the adjacent steel is unprotected.
Hot dip galvanizing services offered by Metallica can help the organization to stay ahead in competition.
Types of Galvanizing
- Batch hot dip galvanizing:- In hot dip galvanizing, the metal is dipped into a bath of molten zinc. This creates a much thicker layer and is usually used for much larger pieces of metal, such as highway barriers. The galvanizing process consists of three basic steps: surface preparation, galvanizing and in-spection. The coating thickness of hot dip galvanization generally is about 80-100 µm.
- Continuous galvanizing processes (in-line galvanizing):- Cleaned steel wire is passed through a lead/zinc bath at high speed (180 m/minute) to produce a continuously galvanized wire. It is comparable to those of continuously galvanized sheet. The thickness of the coating changes according to the coating grade and diameter of the wire from 3 µm in the thinnest standard gauge to 43 µm in the thickest (8 mm) heavy galvanized grade.
- Thermal spray (or metallising):- Thermal spraying techniques are coating processes in which melted (or heated) materials are sprayed onto a surface. The “feedstock” (coating precursor) is heated by electrical (plasma or arc) or chemical means (combustion flame). Coating materials available for thermal spraying include metals, alloys, ceramics, plastics and composites. They are fed in powder or wire form, heated to a molten or semi molten state and accelerated towards substrates in the form of micrometer-size particles. Combustion or electrical arc discharge is usually used as the source of energy for thermal spraying. Resulting coatings are made by the accumulation of numerous sprayed particles. The surface may not heat up significantly, allowing the coating of flammable substances.
- Electroplating:- One type of galvanization is called electroplating, where the metal is exposed to an electric current in a solution of zinc ions. The electric current causes the zinc ions to migrate onto the metal, coating it in a thin layer. The layer of zinc can be varied by the length of time it is kept in bath. These coatings typically have a thickness of 10-12 µm.
- Sherardizing and thermal diffusion:- In sherardizing, the items to be coated in zinc powder are heated to about 400 ○C at which temperature diffusion bonding of the zinc with the steel takes place. Sherardized coatings are said to be diffusion coatings whose thickness can be significantly altered up to over 300 µm and whose components can be customized by adding inorganic compounds or other metals to the zinc powder.
- Mechanical plating:- In mechanical plating, the items to be coated are tumbled in zinc powder with special reducing agents and glass beads to bind the zinc particles to the surface of the steel. These coatings typically have a thickness of 15–20 µm.
- Zinc rich paints:- Zinc rich paint coatings consist of metallic zinc dust in organic or inorganic vehicle/binders. Surface preparation by abrasive blast cleaning or by using power tools to expose bare steel with a profile is necessary, and coatings may be applied by brush or spray. Zinc rich coatings are barrier coatings which also provide cathodic protection to small exposed areas of steel, provided the steel surface is properly prepared, and the paint conforms to relevant standards.
- Cold Dip Galvanizing:- Cold galvanizing is simply the application of a zinc-rich paint to the surface of a steel element to protect it from corrosion. As such, the term “cold galvanizing” is considered to be a misnomer among some professionals in the coating industry. Like hot-dip galvanizing, cold galvanizing can provide barrier protection and also some degree of cathodic protection. However, the zinc dust present in the paint or coating must be in high enough concentrations to promote electrical conductivity between the steel and the zinc.
Manufacturing Process of Galvanization
Galvanizing Process, Hot Dip Galvanizing Process
Zinc protects steel against corrosion because it does not rust. Manufactures create galvanized steel by immersing the metal in a tank of molten zinc called “hot dip galvanizing” at temperatures of 820 to 860 degrees Fahrenheit. Zinc reacts with the iron molecules in the steel to form surface layers which have both elements. When the galvanizing finishes, the steel will be protected by a topmost layer of pure zinc, followed by an additional three layers of zinc mixed with iron molecules, with each layer in decreasing amounts of zinc.
Galvanizing Process includes following steps:-
- Continuous Operation:- Coils to be processed on either galvanizing line are charged, or loaded, onto one of two Pay-Off Reels. The head of the coil being charged is welded to the tail of the coil being processed by a lap seam welder.
- Cleaning & Preheating:- Before heat treating, the strip is cleaned of rolling oils and iron fines with rotating brushes and diluted sodium hydroxide (caustic soap). The steel is preheated in the process section to a relatively low temperature in order to further clean the strip surface and minimize the time needed for the reducing zones to bring the steel up to its annealing temperature. Producing ‘full hard’ galvanized steel requires striking a delicate balance between cleaning the surface adequately for good zinc adherence and not sacrificing the strength desired by the customer by allowing the steel grains to recrystallize. Costly low-carbon steel grades with small additions of titanium are sometimes used because they anneal at relatively high temperatures and can be thoroughly cleaned prior to coating.
- Heat Treatment:- Immediately after the preheat section, the strip enters the ‘reducing zone’ where it is annealed to achieve the customer’s physical requirements for formability in a heated atmosphere of 1 part hydrogen, 3 parts nitrogen. The atmosphere prevents the growth of
scale during heat-treatment, actually ‘reducing’ light surface oxide back to iron. - Galvanizing:- After the steel has been thoroughly cleaned, annealed, and cooled to a temperature that roughly matches that of the molten zinc bath, the strip enters the zinc pot and travels around a ‘pot roll’ which redirects it up through an ‘air knife’ system.
- Galvannealing:- Products designated by an ‘A’ in their coating weight (for instance A-40) are ‘Galvannealed’, a process wherein the just-coated steel’s surfaces are immediately reheated by open-air burners. The zinc is baked into the steel until the two are alloyed, or metallurgically blended, with one another at the surfaces of the strip. The finished product has a dull gray appearance due to the large proportion of iron that has diffused to the surface. Galvannealed product corrodes more readily than galvanized steel, and is intended for end-uses that will be
painted, such as computer brackets and appliance panels. While hot-dip galvanize must be chemically treated before painting, galvanneal does not. The alloyed layer is relatively brittle and will tend to fracture and flake off (‘powdering’) if flexed significantly by a paint line or roll-former. - Flatness Correction:- Situated after each pay-off reel is a small uncoiler Leveler that flattens the head-end of the steel by removing its coil-set, or memory of having been coiled up.
- Final Processing:- When required by the customer, a thin coat of rust inhibitor is applied to the strip as it travels through the chem treat section after the tension leveler. Just before final inspection, the product passes into the stamping area where, when indicated on the schedule, the strip is printed periodically with the product’s specifications.
- Inspection:- Before recoiling, the strip is inspected to ensure it is dimensionally sound, and that any surface or shape defects are acceptable, based on customer- and end-use-specific criteria.
The finished strip is recoiled and cut to the weight required by the customer
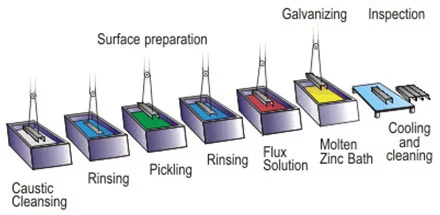
A typical hot-dip galvanizing line operates as follows:
- Steel is cleaned using a caustic solution. This removes oil/grease, dirt, and paint.
- The caustic cleaning solution is rinsed off.
- The steel is pickled in an acidic solution to remove mill scale.
- The pickling solution is rinsed off.
- A flux, often zinc ammonium chloride is applied to the steel to inhibit oxidation of the cleaned surface upon exposure to air. The flux is allowed to dry on the steel and aids in the process of the liquid zinc wetting and adhering to the steel.
- The steel is dipped into the molten zinc bath and held there until the temperature of the steel equilibrates with that of the bath.
- The steel is cooled in a quench tank to reduce its temperature and inhibit undesirable reactions of the newly formed coating with the atmosphere.
ASTM Standards for Galvanizing
- ASTM A123/A123M: Standard Specification for Zinc (Hot-Dip Galvanized) Coatings on Iron and Steel Products
- ASTM A153/A153M: Standard Specification for Zinc Coating (Hot-Dip) on Iron and Hardware
- ASTM A767/A767M: Standard Specification for Zinc-Coated (Galvanized) Steel Bars for Concrete Reinforcement
- CSA G164: Hot-Dip Galvanizing of Irregularly Shaped Articles
- ISO 1461: Hot-Dip Galvanized Coatings on Fabricated Iron and Steel Assemblies Specifications and Test Methods
Pre-Galvanize Standards
- ASTM A143/A143M: Standard Practice for Safeguarding Against Embrittlement of Hot-Dip Galvanized Structural Steel Products and Procedure for Detecting Embrittlement
- ASTM A384/A384M: Standard Practice for Safeguarding Against Warpage and Distortion During Hot-Dip Galvanizing of Steel Assemblies
- ASTM A385/A385M: Standard Practice for Providing High-Quality Zinc Coatings (Hot-Dip)
- ASTM B6: Standard Specification for Zinc
Post-Galvanize Standards
- ASTM A780: Practice for Repair of Damaged and Uncoated Areas of Hot-Dip Galvanized Coatings
- ASTM D6386: Practice for Preparation of Zinc (Hot-Dip Galvanized) Coated Iron and Steel Product and Hardware Surfaces for Paint
- ASTM D7803: Practice for Preparation of Zinc (Hot-Dip Galvanized) Coated Iron and Steel Product and Hardware Surfaces for Powder Coating
- ASTM E376: Standard Practice for Measuring Coating Thickness by Magnetic-Field or Eddy-Current (Electromagnetic) Examination Methods
Advantages of Galvanization
- The zinc coating, when intact, prevents corrosive substances from reaching the underlying steel or iron.
- The zinc protects iron by corroding first. For better results, application of chromates over zinc is also seen as an industrial trend.
- In the event the underlying metal becomes exposed, protection can continue as long as there is zinc close enough to be electrically coupled. After all of the zinc in the immediate area is consumed, localized corrosion of the base metal can occur.
- Galvanized Steel is food safe.
Disadvantages of Galvanization
- Galvanized metal is difficult to paint because it’s coated with a layer of oil to prevent white rust.
- Galvanized steel is suitable for high-temperature applications of up to 200 °C (392 °F). The use of galvanized steel at temperatures above this will result in peeling of the zinc, galvanized fumes; at the inter metallic layer.
Applications of Galvanized Pipes
Galvanized steel plays an essential role in our everyday lives. It is frequently used in several sectors including construction, transportation, agriculture and power generation industries, etc. Coating services such as thermal spraying are used in almost every industry. Wire drawing, wind energy, valves, textile manufacturing, solar energy, rubber manufacturing, pump repair, paper and pulp, printing machinery, energy and power, medical processing of pharmaceuticals, petrochemical, dies and molds, mining, processing and metal production, material handling, marine, industrial machinery, beverage and food processing, fluid handling, semi-conductor and electronics, military and defense, converting, compressor, chemical, canning and bottling, biomedical, automotive, rotorcraft and aerospace, and agriculture are all industries that can benefit from thermal spraying coating processes.
Differences Between Galvanized Steel, Stainless Steel and Other Metals is the Cost.
- Galvanized and stainless steel both prevent oxidation. But each metal has its specific uses. Galvanizing steel is a cheaper process than making stainless steel. The construction and automotive industries use galvanized steel for machine parts and tools.
- Stainless steel has a wide variety of grades, each with varying amounts of alloys. These different grades of steel balance malleability with hardness and anti-corrosive properties.
- Used as cooking utensils, tools and railway tracks, stainless steel has many applicable uses.
- Occasionally switching from steel to another metal that does not rust such as stainless steel or aluminum is not an option simply because of the difference in cost: Economically a substitution doesn’t make sense. Aluminum is more expensive than steel, and stainless steel is a lot more expensive than aluminum.
- Moreover steel might have certain physical characteristics, such as strength or weight that prohibits a switching for a specific application. The next option is to protect the steel with a physical barrier such as paint or a coating – this is what galvanizing does best.
Difference Between Hot Dipped Galvanizing and Cold Dipped Galvanizing
- Hot-dip galvanizing and cold galvanizing differ mainly in their method of application and the level of protection they offer; choosing the right galvanizing technique ultimately boils down to finding an optimum balance between cost and performance.
- The hot galvanized advantage depend on its preservative ability, the better the adhesion and hardness of the galvanized layer. Cold galvanizing is a zinc salt solution by electrolysis, to the plating on the coating, in general, which do not have heating, the amount of zinc rarely encountered humid environment is very easy to fall off. The cold galvanizing physical treatment, just in the surface brush a layer of zinc, zinc coating so easy to fall off the use of hot-dip galvanized construction.
- Cold galvanizing looks more smooth, bright, color passivation process plating layer is yellow-green in color, was colorful. Hot dip galvanized look a little rough compared to the electro-galvanized, silvery white, look prone process waterlines and a few drops of tumor is more obvious, especially in the one end of the workpiece. Hot dip galvanized zinc layer than a few times of the electro-galvanized thick corrosion protection is several times that of the electro-galvanized.
Difference Between Thermal Spraying and Other Galvanizing Process
- Thermal spraying can provide thick coatings (approx. thickness range is 20 microns to several mm, depending on the process and feedstock), over a large area at high deposition rate as compared to other coating processes such as electroplating, physical and chemical vapor deposition.
- Electroplating uses complex chemical control techniques that are simply not required with thermal spray where the coatings can be applied on site. Unlike in the case of electroplating, with thermal spray, there is no effluent disposal problem and no component limitation size.
- Thermal spraying is utilized as a corrosion protection restoration application to damaged sections of galvanized, welded steel which adheres to those standards.
- Though painting may not be necessary on the surface in question, if the surface is to be painted, with thermal spraying there will be no need to pre-etch – not the case with galvanizing. This is because thermal spraying offers a coating that is perfect for accepting paint, thanks to its porous quality.
- No waiting issues and no need for transport of the objects being treated by thermal spraying because components can be treated on site.
- Regarding the components to be treated, there is no size limit. All of this does not necessarily apply to galvanizing.
- There is no risk of distortion to components because that risk is eliminated thanks to the low heat input during thermal spraying. Galvanizing requires high temperatures. And with thermal spraying, no rework is required from galvanizing dross.
Difference Between Electroplating and Hot Dipped Galvanizing Process
- Coating done by electroplating process may be thinner than zinc coating that is achieved through hot dip galvanizing process, thus resulting in diminished corrosion protection.
For hot dip galvanization, a very rigid cleaning process is followed, which is generally known as the 7 bath process. Cleaning is done in alkaline solution, pickling, water rinsing, fluxing. In case, of electro-galvanization, there is not followed stringent cleaning method.
- Hot dip galvanization produces on steel surface Fe-Zn alloy layer, leaving behind pure zinc coating on outer surface. This alloy is quite hard. Damage is not caused to the coating by the usual abrasion, even though some damage may take place to the pure soft zinc present at the top. Electro galvanization produces Zn layer on surface that is termed to be not continuous with that of steel metallurgically.
Electro-galvanization has very low life, ranging from several months to some years only. But, hot dip galvanization is known to have very high life averaging between 20 to 50 years.
Electro-galvanization comes with excellent finish. However, hot dip galvanization has dull, unpleasant finish.
- Hot dip galvanization is said to have normal coat thickness of about 40% much more expensive when compared to electro-galvanizing. The latter has normal coat thickness that is much affordable. But, the cost is said to increase proportionately with higher coating thickness. Hence, it becomes expensive.
Hot dip galvanization is provided with non-uniform coating, while the other one with uniform coating.
Hot dip galvanization is suitable for all sizes, while electro-galvanization is suitable exclusively for smaller components.
The Steel Pipes Factory, Metallica Group is established since 1975 and is known for providing competitive prices, high-quality technical services and on-time delivery. We have more than 15 advanced production lines and advanced testing equipment for quality inspection and quality assurance. The use of advanced technology, scientific management model, and professional technical personnel ensure the excellent quality of each branch. Advanced production equipment, scientific and standardized management, strict quality assurance system and high-quality core team are the core competitiveness of the company.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}