

Difference Between Socket Weld and Butt Weld
There are various connecting types for the Pipe Flanges, fittings and valves: socket weld, butt weld, threaded and so on. Two of them to be quite popular: socket welding and butt welding. However, you might be confused about which one would be best for your construction projects, since both of them seem to have their own pros and cons.
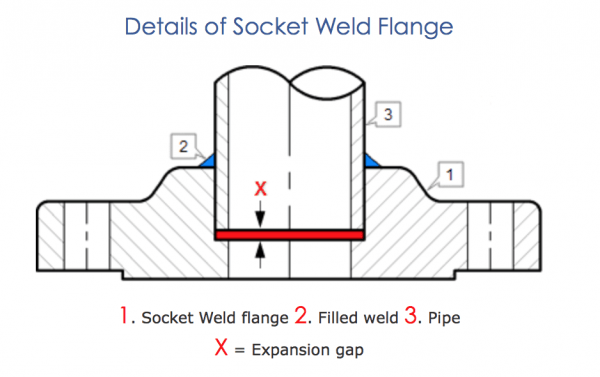
Socket Weld (SW):
[Image Source: From Web]
The common specifications are diameters smaller than DN50, and the greatest diameter of the standard is DN100 or 4 inches. This kind of welding is simple and quick, while it is difficult to operate butt welding for pipes with small specifications. The non-destructive testing methods for socket welding are magnetic particle testing and penetrant testing. Magnetic particle testing is used for carbon steel parts and penetrant testing is used for stainless steel parts. Socket welding components are generally socket flanges, socket elbows, socket tees, socket caps, etc. Socket Welding pipe fittings are used for lines conveying flammable, toxic or expensive material where no leakage can be permitted, and for steam 300 to 600 psi. SW pipe fittings are family of high pressure fittings and they are available in three pressure ratings: Class 3000, 6000 and 9000.
Butt Weld (BW):
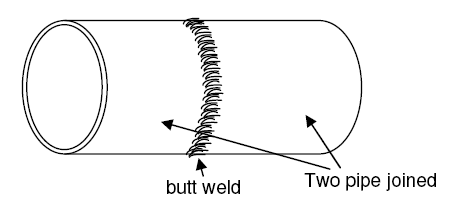
Butt Weld Joint Diagrammatic Representation [Image Source: From Web]
[Image Source: From Web]
Differences Between Socket Welding and Butt Welding
Diameters
Socket welding can be used for pipes with small diameters, and it is generally applied to pipes or pipe fittings whose diameters are less than DN50.
Butt welding is widely used for pipes with big and small diameters, and threaded welding or socket welding is used for pipes with small diameters.
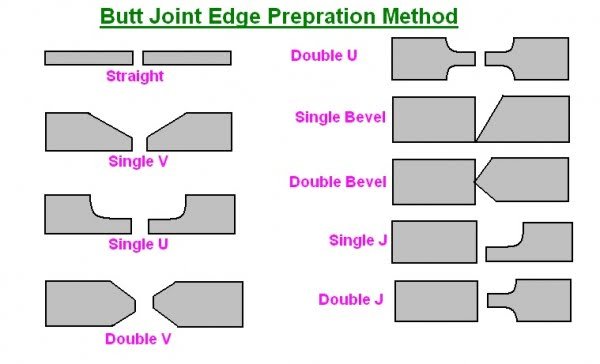
Ends
Usually, there should be a beveled end from 30 to 37.5° for butt welding in order to fill the welding bead. Of course, there will be a compound beveled end for super thick walls.
Socket welding doesn’t require a bevel, and it can directly weld the part.
Welding seams
Socket welding seams are fillet welding seams. Butt welding seams are butt welding seams, and the requirement for butt welding is high.
Non-destructive testing
The non-destructive testing methods for socket welding are magnetic particle testing and penetrant testing. Penetrant testing is used for stainless steel parts and magnetic particle testing is used for carbon steel parts. The testing method of butt welding is 100% ray inspection.
Design
Butt welds require more effort and welder skill to complete. Socket welds by design are simply fillet welds. Butt welds are treated differently in comparison to socket welds for specific service applications.
Inspection Cost
Butt welds in most service conditions are inspected by surface and volumetric methods, again more cost compared to socket weld.
Applications
Since the socket weld would resist around half the strength of butt weld fittings. Socket welding are mainly used for small pipe diameters (Small Bore Piping); generally for piping whose nominal diameter is NPS 2 or smaller.
Price
Normally, the price of Socket weld fittings is higher than Butt weld fittings in similar size. But the extra cost of butt weld is higher for installation, considering labor cost and skilled welder.
Feature
Socket weld is easy to install. But it requires approx. 1/16″ of gap at the bottom of the pipe to socket into, to allow thermal expansion. This gap can lead to over stress problem that cracks the fillet weld of the fitting. Socket weld is troublesome in corrosive fluid service due to crevice corrosion. And it is easy to corrode due to the discontinuity of the smooth pipe internals.
Butt weld is the “best” in terms of strength, fatigue, and corrosion resistance, and temperatures compliance. However, it is more difficult to fit-up and weld properly, needing skilled welder and much time.
Conclusion
In conclusion, both the pressure level as well as cost of the socket welding is higher than that of butt welding. When the welding technology is required and fully meets the construction requirements, butt welding is an alternative choice. If the medium of the pipeline has no requirements for welding, it is recommended to use socket welding, just easy for detection. The disadvantage of a Socket Weld system is right the expansion gap and the space between the OD of the pipe and the ID of the fitting. By corrosive products, and mainly in stainless steel pipe systems, the crack between pipe and flange, fitting or Valve can give corrosion problems. In service applications, where complete weld penetration to the inside of the piping is required, socket welds are not acceptable, and generally butt welds must be made.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Leave A Comment