

If you’ve spent any time in the steel industry, you know one absolute truth: a pipeline is only as good if it passes pipe testing before it leaves the mill. In my 40 years of marketing and consulting within the metal sector, I’ve seen projects succeed because of uncompromising quality control, and I’ve seen catastrophic failures happen because a buyer tried to save a few pennies by skipping inspection.
At Metallica Metals, we don’t view pipe testing as a mandatory paperwork exercise. It is the backbone of operational safety. When you are sourcing carbon steel pipes for a high-pressure refinery line or stainless steel pipes for a chemical processing plant, there is zero margin for error.
In an industry crowded with middlemen, provenance is your only protection against fraud. That is exactly why Metallica Metals operates strictly under authorized dealership certificates from industry heavyweights like Jindal, Kirloskar, ISMT, and Utkarsh. We don’t just talk about quality control; our operational framework is officially backed by our ISO and MSME certifications, proving our legitimacy as a top-tier supplier. You shouldn’t have to take a vendor’s word for it when millions of dollars are on the line, which is why we keep our original credentials completely transparent—you can view and verify all of these dealership certificates directly on our homepage before signing a single purchase order.
Here is an inside look at why pipe testing matters, what actually happens on the floor, and how it protects your bottom line.
The Core Pipe Testing Methods You Can’t Skip
When a batch of pipes arrives at our facility, it goes through a rigorous gauntlet. We rely on four primary non-destructive and destructive testing methods to verify integrity:
- Positive Material Identification (PMI): You can’t simply trust the stencil painted on the side of a pipe. PMI uses a handheld scanner to verify the exact chemical composition of the metal. This ensures you aren’t accidentally installing a standard grade where a high-alloy alloy steel pipe was specified. It prevents catastrophic galvanic corrosion and material mix-ups.
- Hydrostatic Testing: This is the ultimate stress test. We fill the pipe with water and pressurize it to a level far above its standard operating limit. If there is a micro-pinhole in the weld seam of an ERW pipe or a hidden porosity defect, the water will find it. Holding the pressure without a drop leaking confirms the pipe’s structural wall integrity.
- Ultrasonic Testing (UT): While hydrostatic testing finds leaks, UT finds internal flaws that haven’t broken the surface yet. By sending high-frequency sound waves through the steel, we can detect internal cracks, inclusions, or lack of fusion in welded pipes. It gives us a microscopic look at the steel’s grain structure without cutting the pipe open.
- Tensile Testing: We pull a sample of the steel to its breaking point. Why? Because you need to know the exact yield strength and tensile strength. If a pipe is going to be buried deep underground or used in a high-suspended application, the mechanical properties must match the engineering specifications exactly.
The Unsung Hero: Weight, Length, and Dimensional Checks
A lot of buyers focus heavily on chemical and pressure tests but overlook physical dimensions. That is a costly mistake.
If the Outer Diameter (OD) or Wall Thickness (WT) is off by even a fraction of a millimeter, your flanges won’t align, and your welders will spend days compensating for bad fits. Furthermore, we strictly check the weight of the pipes. Steel has a standard theoretical weight per meter. If a pipe is significantly underweight, it means the wall thickness is too thin, regardless of what the calipers say. Length verification ensures you aren’t paying for air during transit. These checks guarantee that what you ordered on paper translates seamlessly to the fabrication yard.
The Rulebook: ASTM, ASME, and API
Testing doesn’t happen in a vacuum; it is governed by strict international protocols.
- ASTM dictates the standard material specifications and testing frequencies.
- ASME adds the engineering design and fabrication rules, ensuring the pipe can handle the thermal expansion and pressure of power plants and boilers.
- API (specifically API 5L pipes) is the gold standard for oil and gas transmission. API standards demand stringent notch toughness and crack propagation testing.
When we supply pipe, every test certificate references these specific codes. It isn’t just about compliance; it’s about giving your insurance adjusters and project inspectors exactly what they need to sign off on the job.
How Pipe Testing Prevents Real-World Failures
Let’s get down to brass tacks. An untested pipe isn’t just a bad investment; it’s a safety hazard.
A lack of proper hydrostatic or UT testing can lead to sudden seam failures under pressure, resulting in explosions, toxic chemical spills, or massive flooding. In the oil and gas sector, a ruptured seamless pipe can shut down a pipeline for weeks, costing millions of dollars a day in lost revenue, not to mention the environmental cleanup costs and PR nightmares. Rigorous testing identifies the “time bombs” before they are buried in the ground or bolted to your ceiling.
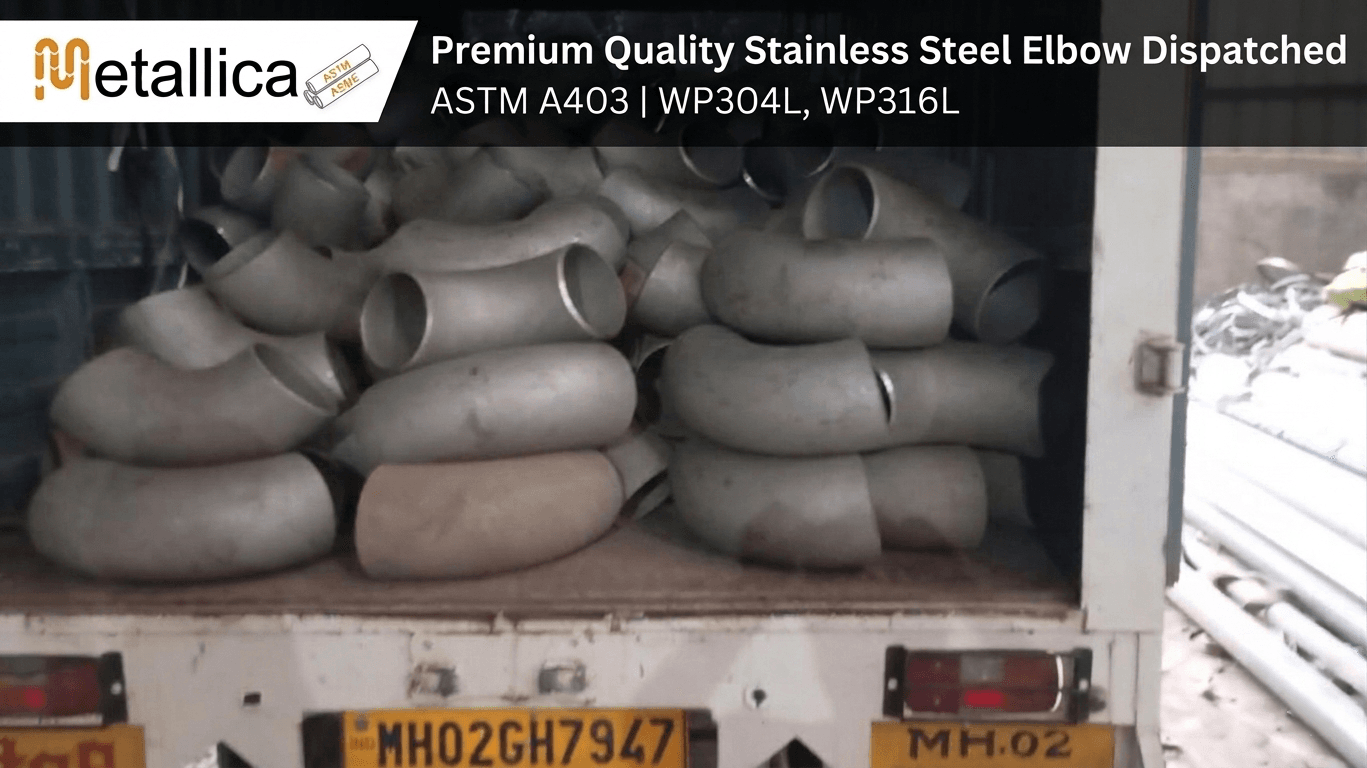
Seeing is Believing: Inside the Inspection Bay
Click Above to watch as we pack the batch of stainless steel pipes. Notice the MTC Certificate provided with this order.
Don’t Gamble with Your Supply Chain
Specifying the right pipe is only half the battle. Ensuring that pipe actually meets the spec is what separates a successful project from a disaster. At Metallica Metals, every single length of pipe we supply comes with verified test reports, dimensional guarantees, and the backing of four decades of industry trust.
Ready to secure your supply chain with certified, fully tested piping? Contact the Metallica Metals team today at steelpipesfactory.com to request a quote, view our latest inspection reports, and get the reliable materials your project demands.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Leave A Comment